表面處理熱鍍鋅
產(chǎn)地常州
材質(zhì)Q235B
質(zhì)量認(rèn)證ISO9001
稅票包含
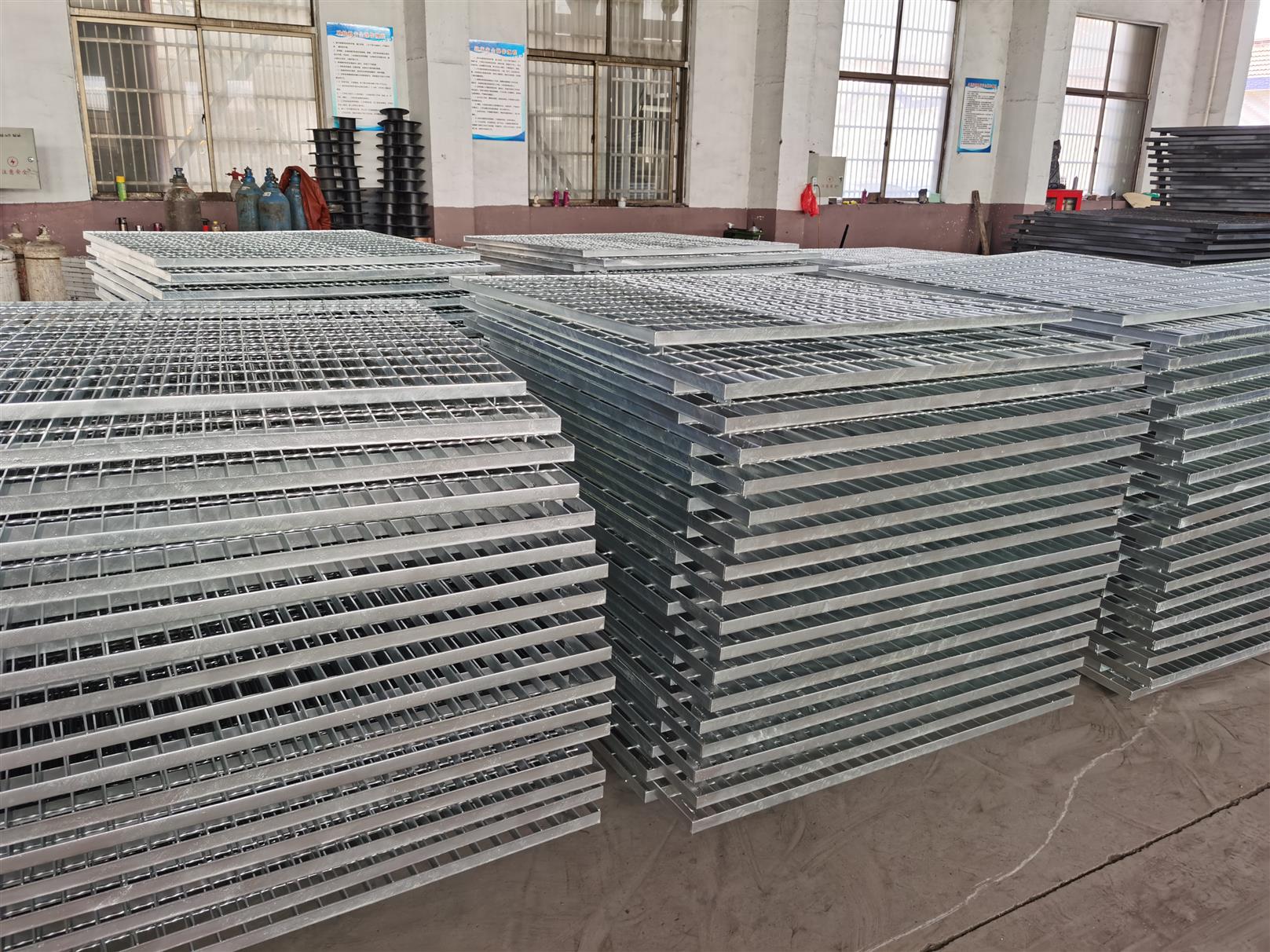
鋼格柵板安裝前確認(rèn)安裝順序,按圖紙編號(hào)順序安裝。鋼格柵板制造商確認(rèn)扁鋼的方向和方位方向,設(shè)備過(guò)程必須從層鋼梯結(jié)構(gòu)躺在鋼格柵板制造商規(guī)定每個(gè)鋼格柵板必須配備至少兩套設(shè)備夾,焊接固定端焊接接觸點(diǎn)必須涂漆,以免生銹。鋼格廠家提示如果想要烤漆鋼格,先要保證產(chǎn)品的選擇沒(méi)有問(wèn)題。在大多數(shù)鋼板生產(chǎn)企業(yè)中,涂裝鋼板的種類(lèi)多為低碳鋼原材料。原因是這種型鋼格防腐功能差,使用壽命短。
平臺(tái)鋼格板表面處理:
分為:熱鍍鋅,冷鍍鋅(電鍍鋅),噴漆和黑片(不處理)。一般常用熱鍍鋅,處理后防銹防腐蝕使用壽命長(zhǎng)達(dá)40-50年。
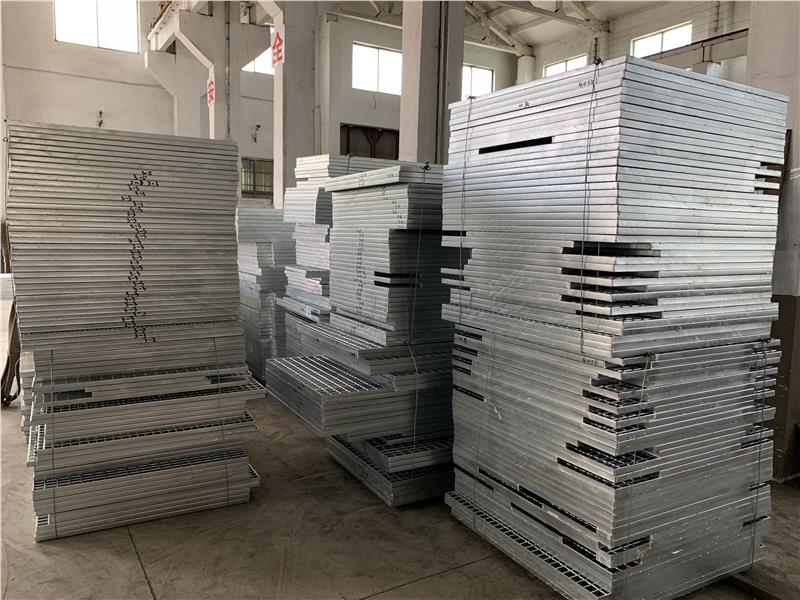
鋼格柵表面有時(shí)會(huì)出現(xiàn)。的明顯現(xiàn)象是細(xì)渣帶沿縱向在鋼格表面形成條狀或點(diǎn)狀?yuàn)A雜物,屬輕微缺陷。那么是什么導(dǎo)致了表面的灰塵呢?如何控制?表面產(chǎn)生的原因是爐頭鋅表面的浮渣和固體鋅渣中的凝結(jié)在爐頭內(nèi)。鋅渣落在帶鋼表面,隨著帶鋼通過(guò)鋅鍋凹輥產(chǎn)生輕微的線性壓痕,或沿著鋼格板縱向表面形成夾雜點(diǎn)形式的細(xì)渣帶,產(chǎn)生。鋼格柵板表面有的原因及控制方法控制方法:1。進(jìn)爐帶鋼溫度控制嚴(yán)格控制進(jìn)鋅鍋帶鋼溫度,因?yàn)閹т摐囟瘸^(guò)鋅液20℃,不僅鋅鍋溫度會(huì)升高,而且鋅渣的數(shù)量也會(huì)增加。鋅罐溫度應(yīng)嚴(yán)格控制,不超過(guò)(465±2)℃,以減少鋅液溫度波動(dòng),防止鋅渣的形成。鋼板(AL)鋅溶液組成控制范圍為0.19 ~ 0.22%,合金鍍鋅板(AL)鋅溶液組成控制范圍為0.10 ~ 0.15%。制作清洗機(jī)頭鋅渣的渣勺,每班清洗機(jī)頭浮渣2-3次。爐鼻內(nèi)加裝鋅渣吸附脫除裝置,外部熱風(fēng)通過(guò)風(fēng)機(jī)吹入封閉的爐鼻內(nèi)。

平臺(tái)鋼格板質(zhì)量的好壞還取決于原材料的優(yōu)劣,有些生產(chǎn)廠家為了降低生產(chǎn)成本,加大利潤(rùn)空間,采用由廢鋼制成的扁鋼。
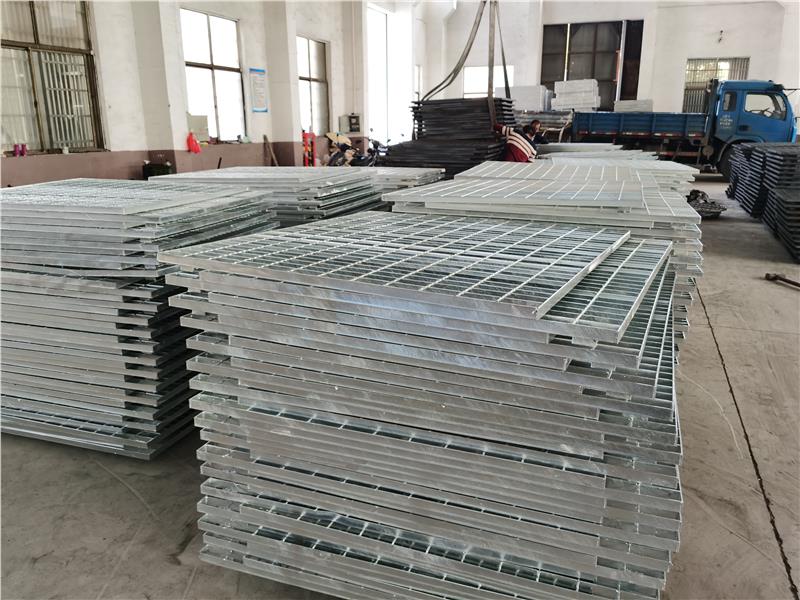
平臺(tái)鋼格板特點(diǎn):
1、可以在周邊增焊踢板(擋邊板)、花紋板護(hù)板,安裝連接件等附件;
2、采用與載扁鋼不同規(guī)格的扁鋼包邊,或用角鋼、槽鋼、方管等包邊;
3、可在需經(jīng)常移動(dòng)或打開(kāi)的平臺(tái)鋼格板上安裝把手和鉸鏈;
4、平臺(tái)鋼格板的包邊焊接標(biāo)準(zhǔn)是:系列1每五條焊一條;系列2每四條焊一條;系列3每三焊一條。焊縫為不小于3的單面角焊,焊縫長(zhǎng)20。
實(shí)用的新型鋼格檢測(cè)設(shè)備是針對(duì)現(xiàn)有拉拔機(jī)不能滿足鋼格檢測(cè)質(zhì)量要求,而提供了一種檢測(cè)產(chǎn)品負(fù)載功能的鋼格檢測(cè)設(shè)備。技術(shù)方案選擇如下:鋼格拉絲機(jī)檢測(cè)設(shè)備,在活塞的中心位置的拉絲機(jī)配備了軋制壓力,拉絲機(jī)是固定的和兩個(gè)支持設(shè)備放置對(duì)稱;在測(cè)試期間,鋼格板放置在支持設(shè)備,左右間隔排布鋼柵板,兩端對(duì)稱布置試驗(yàn)板。規(guī)定拉力試驗(yàn)機(jī)的高度試驗(yàn)方式,試驗(yàn)方式是安裝表盤(pán)表,表盤(pán)表頭壓在鋼格柵的下端。在荷載作用下,對(duì)鋼殼板進(jìn)行接觸荷載、跨距、撓度的計(jì)算,判斷鋼板荷載是否性合格,鋼板q235b的材質(zhì)是采用扁鋼直叉和扭鋼焊接生產(chǎn),生產(chǎn)鋼板生產(chǎn),同時(shí),表面處理工藝也直接關(guān)系到鋼板的產(chǎn)品質(zhì)量。不同材質(zhì)和不同類(lèi)型的鋼格板表面處理方法也不同,我們通常將鋼格板產(chǎn)品分為兩大類(lèi)。
http://m.pinghucf.cn