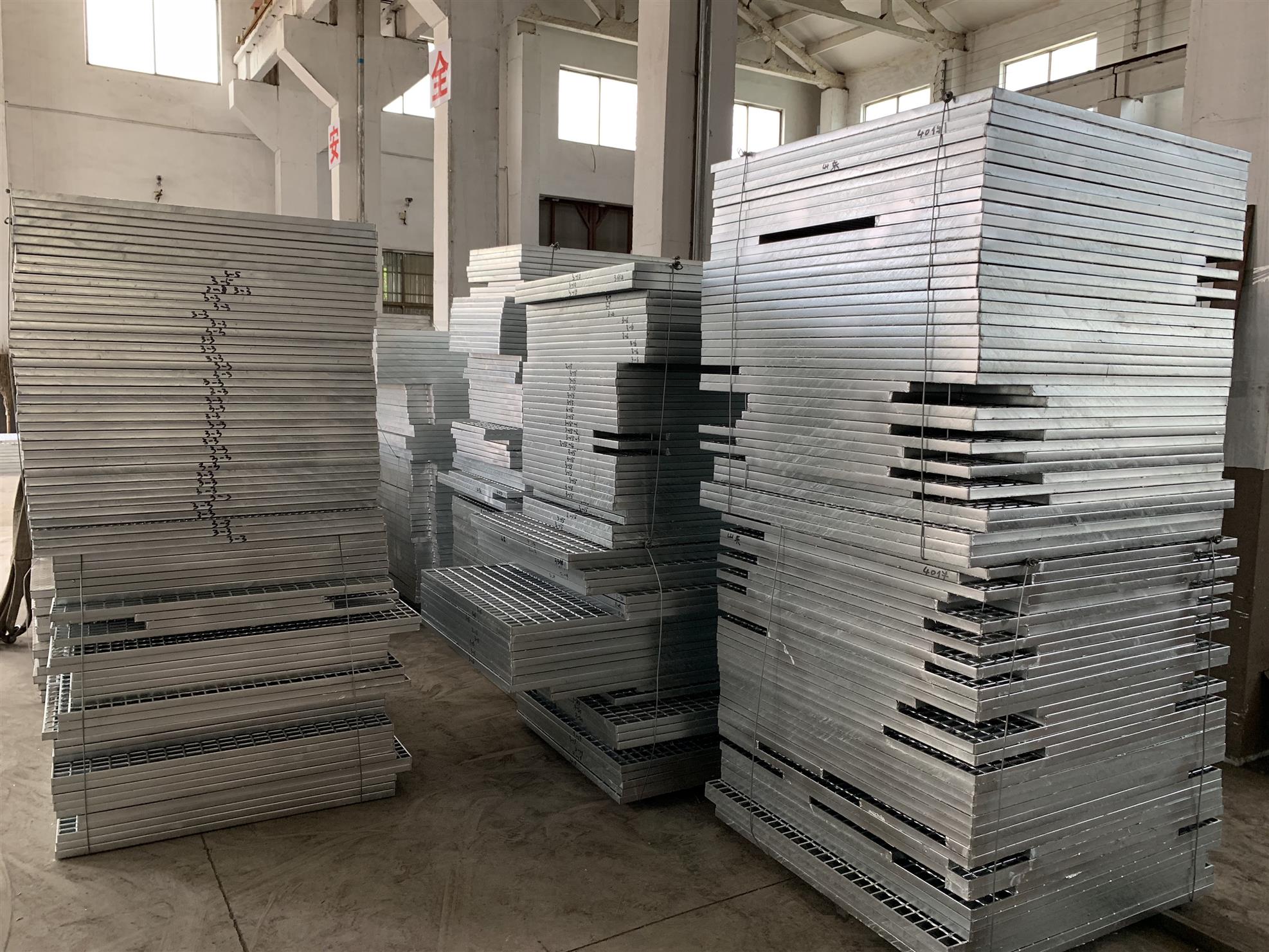
板材厚度3mm可定制
扁鋼寬度30mm ,40mm ,50mm ,60mm
扁鋼間距30mm、40mm可按需定制
表面處理熱鍍鋅、冷鍍鋅及不處理
產(chǎn)品特點(diǎn)通風(fēng),采光,散熱,防滑
工藝人工焊接
顏色銀白色
運(yùn)輸物流運(yùn)輸
數(shù)量10000
可售賣地全國
等級(jí)一級(jí)
用途建筑工地、電廠、船廠等
網(wǎng)孔長100mm可按需定制
是否跨境源否
材質(zhì)304不銹鋼 Q235 熱鍍鋅
抗壓能力高強(qiáng)度承壓
規(guī)格平面型扁鋼,鋸齒形扁鋼,I型扁鋼
組合方式常規(guī)組合(扁鋼和麻花鋼/圓鋼)
板厚20mm
扁鐵間距40mm
鋼格板熱鍍鋅的作用是使表面光滑,避免生銹。鈍化是這種保護(hù)技術(shù)措施的關(guān)鍵。鈍化是在表面形成致密的氧化層。由于鋅的電位低于鐵,當(dāng)不銹鋼格柵受到腐蝕性環(huán)境介質(zhì)的腐蝕時(shí),鋅先對(duì)鐵的腐蝕和保護(hù)起重要作用。特別是鍍鋅層鉻酸鹽鈍化后形成一層光亮美觀的鈍化膜,不僅可以顯著提高鍍鋅層的防護(hù)性能,而且可以改善不銹鋼格柵的外觀設(shè)計(jì)和裝飾。 如果鍍鋅層在一定的鉻酸鹽溶液中鈍化,會(huì)形成一層結(jié)構(gòu)精細(xì)、耐蝕性高的鉻酸鹽膜,可以顯著提高鍍鋅層的耐蝕性。這是因?yàn)殂t酸鹽鈍化膜牢固地附著在鍍鋅層表面。一方面,鉻酸鹽鈍化膜可以將鋅層與大氣隔離,減緩大氣中有害氣體的腐蝕。
很多用戶對(duì)工字鋼格板的生產(chǎn)工藝不是很清楚,尤其是工字鋼格板的生產(chǎn)與普通工字鋼格板有很大的不同。工字鋼格板具有外形美觀、耐用、通風(fēng)、透明、防滑、承載力強(qiáng)、清潔方便、安裝簡單等優(yōu)點(diǎn)。我們的鋼格板主要用于建材、電廠、造船、石油化工及一般工業(yè)制造、市政建設(shè)等行業(yè)。工字鋼格柵不僅考慮到行人的安全,而且滿足車輛在工字鋼格柵上行駛的要求。對(duì)工字鋼格柵的承載能力和強(qiáng)度提出了更高的要求。工字鋼格柵工藝:工字鋼格柵是一種價(jià)格和成本都很高的鋼板。工字鋼格板廣泛用于新舊路基的施工。經(jīng)過的熱鍍鋅處理,表面具有穩(wěn)定的化學(xué)和物理性能,不易被空氣和微生物腐蝕和氧化。可顯著增加溝渠荷載,防止滑坡。我可以扁鋼格板,齒形和I型,有200多種規(guī)格,根據(jù)不同用途環(huán)保我的鋼格板外觀不同加工,重量輕,強(qiáng)度高,承載大,節(jié)省材料,透光,現(xiàn)代款式、美觀、防滑、易清潔、安裝簡單、耐用性好等特點(diǎn)。制作工藝除采用烤漆或熱鍍鋅等防腐處理外,制作工藝與普通鋼格板無異,但需選用表面拋光工藝,去除焊渣或劃痕.

鋼格板 焊接鋼格板時(shí)用于導(dǎo)電的填充金屬或焊絲焊接數(shù)據(jù)。在氣焊和鎢氣體保護(hù)焊中,焊絲用作填充金屬;在埋弧焊、電渣焊等氣體保護(hù)電弧焊中,焊絲既是填充金屬又是導(dǎo)電電。焊絲可分為三類。焊絲表面未涂抗氧化助焊劑。大多數(shù)用于鋼格板的焊絲都屬于這一類,包括碳鋼絲、低合金結(jié)構(gòu)鋼絲、合金結(jié)構(gòu)鋼絲、不銹鋼絲和有色金屬絲。有些合金,如鈷鉻鎢合金,不能鍛造、軋制或拉制,而是通過鑄造制成。主要用于鋼格板表面的手工堆焊,以滿足抗氧化、耐磨、耐高溫腐蝕等功能要求。采用連鑄加液捏合工藝生產(chǎn)數(shù)米長的Co-Cr-W焊絲,可用于自動(dòng)充絲鎢氬弧焊,提高焊接功率和堆焊層質(zhì)量,提高工作環(huán)境。鑄焊絲有時(shí)用于鋼格板的補(bǔ)焊。將薄鋼板軋成圓管或異型鋼管,填充一定成分的粉末,拉制有縫藥芯焊絲,或在鋼管內(nèi)填充粉末,拉制無縫藥芯焊絲,即可獲得更高的焊接和焊接功率。鋼網(wǎng)板適應(yīng)性好,試制周期短,用途和范圍不斷擴(kuò)大。設(shè)備夾具的選擇應(yīng)注意幾個(gè)問題。設(shè)備治具主要分為A、B、C三種規(guī)格,其中A是常用的。設(shè)備夾具是根據(jù)孔徑大小選擇尺寸的設(shè)備夾具。上下板用直徑8mm的螺栓固定。一般情況下,孔徑為30mm和40mm的設(shè)備治具為通用設(shè)備治具。由于該光圈是常用的,因此可以選擇兩種類型的光圈。其次,要實(shí)際了解以上斜面罩的選擇,材質(zhì)也不同,焊接方式也是可選的。材質(zhì)方面,通道蓋可以采用不銹鋼材質(zhì),光澤度高,價(jià)格相對(duì)昂貴。熱鍍鋅比較常見,便宜又漂亮,而且兩種材質(zhì)不同。選擇設(shè)備治具的時(shí)候,也是選擇不銹鋼設(shè)備治具或熱鍍鋅設(shè)備治具的時(shí)候。在上述焊接方法中,如果是焊接,則將扁鋼按扁鋼的方向焊接,并選擇20mm到3mm之間的距離。如果設(shè)備夾具直接固定,鋼梁可以固定在兩個(gè)槽蓋板之間。詳細(xì)輪廓仍根據(jù)實(shí)際施工輪廓定制。

不同類型的鋼格板往往在原材料的配比上有很大的差異,以至于這些不同類型的鋼格板都有自己的特性,比如有的硬,有的高韌性,有的難腐蝕等等。了解了它們的不同之后優(yōu)勢,我們可以找到符合我們需求的型號(hào),在使用中買到我們真正滿意并能滿足我們需求的好產(chǎn)品。另外,鋼格板的選擇要注意兩點(diǎn):先要注意的是鋼格板尺寸的區(qū)別。現(xiàn)在一些常見的規(guī)格可以分為三種不同的尺寸,不同的間距,基本上只有一厘米的間隙。這種尺寸差異也需要大家在選購的時(shí)候特別注意,這樣才能保證買到規(guī)格和尺碼合適的。如果不注意,也許你需要30mm的間距,但你買的是40mm,那肯定會(huì)影響你的正常使用。所以你需要注意這一點(diǎn),給自己帶來更好的體驗(yàn)。此外,我們還可以看到,鋼格板規(guī)格型號(hào)的承載能力有很多,每個(gè)規(guī)格的承載能力也不同。如果購買時(shí)不考慮這一點(diǎn)就隨意選擇,可能會(huì)給工程帶來很大的隱患,所以一定要知道自己購買的鋼格板是否能承受負(fù)荷。修復(fù)時(shí),用適度的力量修復(fù)變形的天溝蓋基本上是可以的。焊接坡口蓋時(shí),焊前應(yīng)將扁鋼扭直。然后,在鍍鋅和運(yùn)輸過程中,盡量避免敲擊、擠壓和撞擊。例如,熱鍍鋅天溝蓋板必須至少有三個(gè)底座,可以放在兩端,也可以放在中間。永遠(yuǎn)不要把它們放在末端,而不是中間。更多的溝蓋會(huì)導(dǎo)致溝蓋變形,從而使它們處于不同的水平。此外,在運(yùn)輸過程中,應(yīng)將它們平穩(wěn)放置,使其受力均勻。
鋼格板的制造工藝并不復(fù)雜,但對(duì)焊接工藝要求很高。一般有規(guī)格的大型工廠采用全自動(dòng)電腦控制焊機(jī)進(jìn)行焊接。壓焊鋼格板、承重扁鋼和橫桿按一定間隔排列。原板采用200噸全自動(dòng)液壓電阻焊設(shè)備焊接,通過切割、鉆孔、包裝等工序加工成客戶需要的產(chǎn)品。一般來說,相鄰兩根加載扁鋼的中心距通常為30MM和40MM。橫桿間距:相鄰兩根橫桿的中心間距一般為50MM或100MM,可根據(jù)客戶要求生產(chǎn)。也可根據(jù)客戶要求訂購各類鋼架產(chǎn)品。鍍鋅鋼格板是由扁鋼和橫條按一定的經(jīng)緯間距排列,在高壓電阻焊機(jī)上焊接而成,通過切割、開槽、開孔、包邊等深加工成客戶要求的成品。其他過程。 .然后對(duì)表面進(jìn)行熱鍍鋅或冷鍍鋅。鋼格板的鍍鋅工藝要求很高。鋼格板鋅層的厚度也比較嚴(yán)格。如果鋼格板鋅層太薄,會(huì)造成鋼格板滲漏,降低鋼格板的耐腐蝕性,影響鋼格板的使用壽命。太厚的鋅層也不利于鋼格板。鋅層的厚度會(huì)導(dǎo)致鋅層容易脫落,嚴(yán)重影響鋼網(wǎng)質(zhì)量。所以鍍鋅時(shí)要做好防腐工作,鍍鋅前酸洗要徹底,氧化鐵渣不能預(yù)浸,否則鍍鋅不能保證鋅層能完全附著在鋼格板表層。 .鋅層不能太薄或太厚。
可沿插接式格柵板扁鋼方向承載較重載荷 插入式格柵板是由扁鋼和扁鋼沖壓焊接在一起的格柵板,比焊接格柵板更美觀。許多。另外,橫向和縱向都可以承受較大的載荷,只有扁鋼焊接方向才能承受較大的載荷,扭曲方鋼方向的承載力要小得多。忽略該方向的承載能力。 常見的插格板方法用于對(duì)承重能力要求較高的場合,以及在某些天花裝飾上使用的場合。由于該產(chǎn)品外形美觀大方,具有很強(qiáng)的現(xiàn)代感,給我們留下了深刻的印象。影響大家的喜好。但是,它的成本管理比焊接格柵板更昂貴。在考慮企業(yè)成本的情況下,人們有時(shí)會(huì)選擇焊接,但在生產(chǎn)焊接格柵板時(shí),需要注意受力研究方向,即扁鋼方向。如果一個(gè)方向是錯(cuò)誤的,你不能完全使用它。如果你使用它,那將是非常危險(xiǎn)的。由于環(huán)境承載力太小,不能滿足標(biāo)準(zhǔn)要求,格柵板很容易因重力而變得更加曲折。 ,可能是鋼梁結(jié)構(gòu)上落下不同的格子板,社會(huì)問題和損失會(huì)很大。而插入式網(wǎng)格板并沒有提供充分考慮到這一點(diǎn)的必要條件。
http://m.pinghucf.cn





